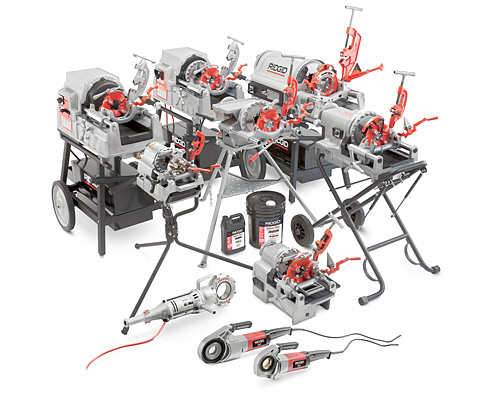
Резьбонарезные гребенки для нарезания резьбы на арматурном прутке в заводских - цеховых условиях. Идеальное нарезание резьбы без предварительной калибровки и снятия фаски. Для нарезки используют специальные гребенки, резьбонарезные головки и станки RIDGID (несколько видов - моделей). Данное оборудование не дорогое, надежное и простое по применению. Даные гребенки RIDGID устанавливаются на резьбонарезную головку 531 со станками 300 Компакт, серии 300, 1233, а также с более мощными - двухскоростными резьбонарезными станками 535.
При выполнении работ на резьбонарезном станке 1224 используют резьбонарезную головку 541.
Резьбонарезные станки RIDGID для нарезания резьбы (правая резьба и левая резьба) на трубах. Производят изготовление болтов и шпилек с метрической резьбой от 10 до 52 мм (метрические) и шпильки с американскими дюймовыми резьбами UNC, UNF, BSW, 8 UN, 12UN, 16UN. При установке желобконакатчиков осуществляется накатка желобков на трубах для дальнейшего монтажа трубопроводов с муфтовыми соединениями - безсварные соединения. Устройство резьбонарезных станков позволяет применять их в самых разных условиях, как на строительных площадках под открытым небом, так и в цехах заводов и предприятий. Станки имеют небольшой вес и компактные габариты. Встроенная емкость в резьбонарезные станки обеспечивает сбор металлической стружки - отходов от резьбонарезки. Очистка масла производится в процесе работы, при циркуляции, через масляный фильтр. Замкнутый цикл циркулирования масла обеспечивает простой и надёжный масляный насос.
НАРЕЗАНИЕ РЕЗЬБЫ, РЕЗЬБОНАРЕЗНЫЕ СТАНКИ И ИХ ПРИМЕНЕНИЕ, РУЧНОЙ РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
При строительстве металлических конструкций и монтажа трубопроводов обойтись без резьбовых соединений достаточно сложно. Самое главное в резьбовых соединениях - это гарантия прочного и надёжного крепления деталей и конструкций, но и неваловажный фактор - это возможность быстро провести демонтаж конструкции и последующую ее сборку. На протяжении многих лет было придумано достаточно резьбонарезных приспособлений, ручных резьбонарезных инструментов и разного рода резьбонарезных станков для наружной и внутренней резьбы.
Что такое нарезать резьбу?
Это операция, проводящаяся на металлических предметах и в отверствиях цилиндрической или конической формы при помощи режущих элементов - резцов, которые осуществляют снятие стружки. В процессе этой операции формируется винтовая канавка с определенным профилем и размерами.
При выполнении работ по нарезанию резьбы на винтах, на болтах, на гайках и других деталях в основном используют резьбонарезные станки. Как правило, нарезание резьб в больших объемах выполняется в заводских условиях. Но бывают случаи, когда нужно выполнять работы по месту, на строительной площадке - на объекте, тогда находят свое применение универсальные резьонарезные станки небольших размеров. В некоторых случаях, выполняя небольшие монтажные или ремонтные работы, слесарю приходится нарезать резьбу вручную, используя ручной, электрический или пневматический резьбонарезатель.
Основные характеристики, не зависимо от ее вида, является профиль резьбы, шаг резьбы, глубина резьбы, наружный, средний и внутренний диаметры.
Профиль резьбы - ее форма может быть треугольная, прямоугольная, трапецеидальная, упорная и круглая. В зависимости от применения, тип или профиль резьбы выбирается по ГОСТу.
На предприятиях машиностроительной промышенности в основном применяется три системы резьб:
- метрическая резьба, шаг и диаметр которой имеет метрическое измерение в миллиметрах;
- дюймовая резьба, которая имеет другую форму профиля и определяется числом ниток на один дюйм ее длины и диаметром в дюймах;
- трубная резьба, имеющая профиль такой же как и дюймовая, но является меньшей по шагу.
На практике довольно часто возникает необходимость определить размер резьбы на существующей детали. Наружный диаметр резьбы можно измерить применяя штангенциркуль или микрометр, определить шаг резьбы можно при помощи миллиметровых или дюймовых резьбомеров, которые состоят из шаблонов резьбы разных размеров.
Инструмент - резцы для нарезания резьбы в отверстиях называется метчик, а инструмент для нарезания наружной резьбы называется плашка.
Начнем мы с универсальных резьбонарезных станков.
НАРЕЗАНИЕ РЕЗЬБЫ УНИВЕРСАЛЬНЫМ РЕЗЬБОНАРЕЗНЫМ СТАНКОМ.
Почему универсальный? Все дело в том, что на этих резьбонарезных станках можно нарезать резьбы различных видов, на заготовках из разных материалов. Помимо этого он может укомплектовываться различными дополнительными приспособлениями для отрезания металлических труб и прутков, для снятия наружной фаски на металлических трубах и прутках, для снятия внутренней фаски на металлических трубах, для накатки желобков на стальных и нержавеющих трубах, а также нарезание резьбы на трубах большого диаметра. Конструктивно резьбонарезной станок выполнен таким образом, что при нарезаниии резьбы или при ее отрезании вращается не режущий инструмент, а заготовка, зажатая в патроне (труба, металлический пруток, арматура). Резьбонарезной и другие инструменты расположены на подвижной раме и имеют неподвижное, зафиксированное положение. На станке имеется два зажимных патрона. Передний зажимной патрон выполняет функции центровки и фиксации заготовки. Задний патрон выполняет второстепенную роль, поддержки и удержание заготовки в строго горизонтальном положении. При нарезании резьбы на длинных заготовках, металлических трубах или арматурных прутках используются подставки. Модели подставок можно увидеть, перейдя в соответствующий раздел.
Станок прост и надежен в управлении с устройством переключения вращения патрона вперед и назад, а также с ножной педалью пуска. Его применение не имеет ограничений в расположении при выполнении работы. Он может быть установлен и закреплен на верстаке или специальной стойке в цеховых условиях, а также на любом другом устойчивом основании, в любом месте под открытым небом на строительной площадке. Основными преимуществами даного станка являются его легкий вес и мобильность, простая конструкция, минимум физических усилий в процессе использования, минимум навыков и технологических знаний.
Перед началом выполнения работ необходимо ознакомиться с инструкцией по применению, если вы видите его первый раз. Главное, если вы уже знакомы с инструкцией, правильно подобрать необходимые навесные инструменты для выполнения поставленой задачи.
Нарезание резьбы на металлических трубах и прутках.
В первую очередь вам нужно знать, на каком диаметре трубы вы собираетесь нарезать резьбу, и из какого материала изготовлена труба. Затем правильно подобрать головку и резьбонарезные гребенки - резцы для вида резьбы, которую вы собираетесь нарезать на определенной трубе. Проверить модель отрезного ролика на устройстве (труборезе) для отрезания этой трубы. Минимум пять литров резьбонарезного масла должны быть подготовлены заранее и готовы отправиться в емкость маслозаборника. Нужно убедиться в наличии зенковки для снятия внутренней фаски на трубе, правильность ее установки и остроту режущих кромок. Если заготовки будут иметь большую длину, то необходимо подобрать нужное количество трубных подставок.
Установите резьбонарезной станок на специальную подставку или на любое другое основание таким образом, чтобы станок имел небольшой наклон в сторону переднего зажимного патрона и резьбонарезного инструмента. Это предотвратит попадание резьбонарезного масла, стекающего с вращающейся трубы в масляный поддон, на зажимной патрон и другие детали привода станка.
После окончания установки станка необходимо залить резьбонарезное масло в масляную емкость соблюдая требуемый уровень. Затем возьмите комплект гребенок - резцов и установите в резьбонарезную головку. Как правильно установить гребенки - резцы в головку, вы можете посмотреть в инструкции эксплуатации или получить консультацию у инженера компании поставщика.
После установки всех требуемых приспособлений для выполнения работы, установите резьбонарезную головку в рабочее положение и запустите привод резьбонарезного станка. Убедитесь в том, что масло циркулирует, подается на резцы резьбонарезной головки. Имеющимся регулятором отрегулируйте количество его подачи при циркуляции. На резьбонарезной головке по нанесенным меткам на шкале и при помощи фиксирующего винта выставьте нужный размер нарезаемой резьбы. При этом резьбонарезные гребенки займут свое правильное положение в нужном размере и зафиксируются. После чего приведите головку, труборез и зенковку в режим ожидания и отведите подвижную раму в исходное положение (смотрите инструкцию эксплуатации).
Станок готов к выполнению работы по нарезанию резьбы.
Теперь попробуем описать установку заготовки и нарезание на ней нужной резьбы.
Пропустите заготовку сквозь привод со стороны заднего зажимного патрона, если заготовка имеет большую длину. Зафиксируйте ее в преднем зажимном и в заднем центровочном патронах. Если заготовка короткая, то установите ее в передний патрон и закрепите при помощи зажимного механизма (смотрите инструкцию эксплуатации). Немаловажным преимуществом таких станков является то, что заготовка не требует предварительной калибровки перед началом резьбонарезки. Калибровка и нарезание резьбы с применением этих станков осуществляется за один проход.
Перед началом резьбонарезки убедитесь, что торец трубы имеет идеально ровные края. Если торец имеет небольшой скос или неровности после отрезания сваркой, то для этого понадобится труборез. При выполнении резки труб труборезом будьте последовательны, и не нужно торопиться. Нанесите метку на месте выполнения реза. Включите привод резьбонарезного станка и установите труборез в рабочее положение на метку вращающейся трубы отрезным роликом. При помощи рукоятки прижимного винта подведите отрезной ролик к трубе, нанося его лезвием круговую канавку на стенке трубы в отмеченом месте. Убедитесь, что место реза выбрано идеально по отметке. Поверните прижимной винт на 90 градусов по часовой стрелке и, подождав когда труба сделает 2 оборота, повторите прижимание - поворот на 90 градусов. Опять ждем 2-3 оборота и повторяем действия по новому до полного отрезания конца трубы. Таким образом вы увеличите срок службы отрезного ролика трубореза. После реза выводим труборез в режим ожидания и отводим раму в исходное положение. Устанавливаем зенковку в рабочий режим и, подводя к трубе при помощи рукоятки передвижения рамы, снимает внутреннюю фаску на торце трубы. Отводим раму в исходное положение и устанавливаем зенковку в режим ожидания.
Проведя подготовку к нарезанию резьбы, установите резьбонарезную головку с резцами в рабочее положение и подведите к торцу трубы. При помощи рычага перемещения рамы сделайте небольшой прижим к торцу трубы и убедившись, что первые 2 нитки резьбы нарезаны отпустите рычаг и только смотрите на выполнения процесса резьбонарезки. Дойдя до нужной длины резьбы, при помощи зажимного рычага головки, выведите гребёнки из рабочего положения, отведите раму в исходное положение и остановте привод. Более подробную информацию о применении и видах резьбонарезных головок смотрите в разделе резьбонарезные головки для станков.
МЕТЧИКИ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ
Метчик представляет из себя закаленный винт с несколькими продольными прямыми или винтовыми канавками, которые образуют режущие кромки. По внешним параметрам состоит из рабочей части и хвостовика, который имеет на конце квадратное окончание - квадратный хвостовик.
Основное предназначение хвостовика - это крепление метчика в патроне или ручном устройстве - воротке. Ручные метчики на конце имеют квадратную форму. Рабочая - нарезающая часть, которой и производится нарезание резьбы, подразделяется на два вида, на заборную и калибрующую.
Передняя заборная режущая часть метчика имеет конусную форму и первой заходит в отверстие начиная работу резьбонарезки.
Дальше к работе приступает калибрующая часть, которая калибрует и защищает нарезаемое отверствие.
Продольные канавки метчика служат для образования режущих кромок, а также для выхода стружки при нарезании резьбы из отверствия. Резьбовые режущие части между канавками называются перьями.
Резьбонарезные метчики разделяются на два вида по их способу применения - ручные и машинные. Как вы уже догадались, название ручные говорит о том, что их применяют для нарезания резьбы вручную. Обычно выпускаются комплекты из двух или трех штук. Комплект из трех метчиков состоит из чернового, среднего и чистового (№1, №2, №3). Комплект из двух метчиков состоит из чернового и чистового (№1, №2). В таком же порядке и происходит их применение при нарезании резьбы.
Каким образом можно определить какой из этих метчиков у вас в руках? Все очень просто. На хвостовике можно увидеть круговые риски, количество которых и определяет № от одного до трех. Также на хвостовике можно обнаружить визуально тип нарезаемой резьбы и ее размер.
Немаловажным фактором является правильный выбор диаметра сверла и сверление отверстия для подготовки нарезания резьбы определенного размера. Сверло выбирается по специальным таблицам. Но также можно определить нужное сверло используя формулу:
Dсв=dр — 2h
Dсв — диаметр сверла в мм
dр — наружный диаметр резьбы в мм
h — высота профиля резьбы в мм
Нарезание резьбы ручным метчиком производится с помощью воротка, которые надеваются на квадратные концы хвостовиков. Воротки есть под определенный размер хвостовика, но также производятся воротки с регулировкой размера посадки метчика.
Попробуем описать последовательность выполнения работ по нарезанию резьбы метчиком. Деталь, в которой готово отверствие для нарезания резьбы, фиксируется в слесарных тисках. Смазываем резьбонарезным маслом черновой метчик и, предотвращая его перекос, в строго вертикальном положении вводим его в нарезаемое отверстие. Надеваем на хвостовик метчика вороток с соответствующей посадкой и, прижимая его левой рукой вниз в строго вертикальном положении, начинаем медленное вращение правой рукой вороток по часовой стрелке до тех пор, пока метчик не врежется в металл и станет устойчивым вертикально. Дальше вращение воротка осуществляется плавно по часовой стрелке обеими руками. Делаем два полных оборота, а потом обратный поворот метчика примерно на 25 градусов - ломают стружку. Так мы сможем облегчить дальнейший процесс нарезания резьбы. Закончив нарезание, выворачиваем метчик из отверстия против часовой стрелки или прогоняем его насквозь при сквозном отверствии. Метчики №2 и №3 вводятся без применения воротка по резьбе, смазываются и прогоняют резьбу окончательно применяя при вращении вороток. При нарезании резьбы с глубокими отверствиями требуется периодичное выворачивание метчика, с определенным промежутком в процессе нарезания для чистки и удаления стружки, предотвращая поломку метчика и срыва резьбы. Такую операцию лучше проводить не менее двух раз.
ПЛАШКИ ДЛЯ НАРЕЗАНИЯ НАРУЖНОЙ РЕЗЬБЫ
Из оглавления раздела нам уже стало понятно, для чего предназначена плашка. Так что из себя представляет и как она работает?
Это закаленная стальная гайка с канавками для удаления стружки, которые образуют режущие грани.
По своей форме в основном резьбонарезные плашки круглые, но встречаются и квадратной формы тоже. В обиходе их еще называют лерками. Так же выпускаются еще и раздвижные клупповые плашки, и специальные для нарезания трубных резьб.
Приводом круглых плашек является вороток - леркодержатели, который представляет из себя фиксирующую рамку с двумя рукоятками. В рамку устанавливается плашка и фиксируется тремя стопорными винтами с коническими концами, которые входят в углубления на боковой поверхности плашки.
Раздвижные клупповые плашки (полуплашки) устанавливаются в косую рамку с двумя рукоятками. Установка полуплашек на требуемый размер осуществляется с помощью специального прижимного винта.
Калибровка и снятие фаски на прутке обязательны, для дальнейшего нарезания резьбы плашкой. Металлический пруток нужно очистить от окалины и ржавчины, чтобы предотвратить быстрое изнашивание режущих кромок плашки. Диаметр стержня должен быть на 0,2—0,4 мм меньше диаметра нарезаемой резьбы. Начало резьбонарезки плашкой производят без смазки. Режущие кромки плашки легче производят заход в сухой металл. Обычно это 1 -2 нитки резьбы. Потом применяют резьбонарезное масло, продолжая вращать вороток вперед на один-два оборота по часовой стрелке и на полоборота назад для слома стружки.
НАРЕЗАНИЕ РЕЗЬБОНАРЕЗНЫМ ТРУБНЫМ КЛУППОМ
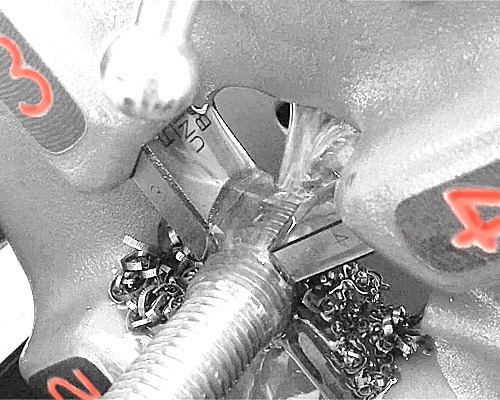
Из чего состоит трубный клупп? Внешний вид клуппа разных производителей не имеет больших отличий. Прочный корпус со специальным посадочным местом для установки в ручной привод с трещоточным механизмом, а также в редуктор электрического привода. В корпусе клуппа имеется 4 посадочных места под резцы - резьбонарезные гребенки. Каждое посадочное место, так же как и гребенки прономерованы от 1 до 4. При установке резцов - резьбонарезных гребенок, необходимо выбрать правильное их положение и соблюдать нумерацию. Фиксация гребенок - резцов выполняется при помощи круглой прижимной пластины, которая устанавливается с использованием 4 винтов. Нужно иметь ввиду, что у разных производителей могут быть разные по размеру посадочные места для установки гребенок и сами гребенки - резцы. Иногда у клуппов могут быть и разные хвостовики к трещотке.
Трещотка - ручной привод трубного клуппа имеет длинную рукоятку, которая является рычагом вращения, а также трещоточный механизм с переключением реверса. Реверс трещотки используется для нарезания левой резьбы, трубные клуппы также есть и для изготовления левой резьбы, а также для выворачивания клуппа после окончания операции резьбонарезки. Для удобства при транспортировке - укладки в специальный чемодан, трещоточный механизм отделяется от рукоятки. Стыкуются они между собой резьбовым соединением.
Перед выполнением операции по нарезанию резьбы, применяя трубный клупп, не требуется снятие фаски на торце трубы. Резьбонарезные гребенки - резцы имеют специальные режущие края, которые выполняют эту функцию. Торец трубы должен быть отрезан труборезом идеально ровно под углом 90 градусов. Но даже если труба будет отрезана под углом, благодаря специальной конструкции клуппа - его направляющей, вы сможете выполнить резьбонарезку. А вот плашкой - леркой сделать это будет уже не просто, а то и не возможно. Также не забывайте использовать резьбонарезное масло и помнить, что если вы будете использовать не специальные масла для резьбонарезки, то ресурс ваших резцов - резьбонарезных гребенок будет значительно меньше, на 40 процентов и более.
Выбрать и прочесть информацию о резьбонарезном масле вы сможете в соответствующем разделе.
Сегодня, зайдя в строительный магазин или посетив интернет-магазин, если вы никогда не работали клуппом и не имеете достаточной информации о производителях этого инструмента, вам будет достаточно сложно выбрать качественный и надежный трубный клупп. Почему? Потому что вам в глаза бросится огромное количество резьбонарезных клуппов и по внешнему виду будет сложно определить какой из них вам не доставит хлопот, и какой резьбонарезной клупп из них надежный и прослужит вам верой и правдой. Также будет огромный разброс цен и этот фактор - цена будет самым большим искушением. И тут вам на помощь может прийти хороший сантехник профессионал. Переговорите с хорошим сантехником - профессионалом, а желательно с несколькими и поинтересуйтесь у них о надежности и качестве клуппа того или иного производителя. Не пытайтесь экономить! В этой ситуации поговорка о скупом который платит дважды, как никогда актуальна и производителей качественного клуппа не так много. От силы два - три в мире. Остальное это копирование и не столь высокого качества приспособления, иногда доводящие монтажника до нецензурной брани и конфузов при попытке выполнить резьбонарезку.
В разделе ВИДЕО вы сможете посмотреть видеоролик, как правильно подготовить и закрепить трубу перед нарезанием резьбы, а также как правильно используется клупп с трещоткой и электрическим приводом.
Относительно применения трубных клуппов с электрическим приводом, перейдите в раздел РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ и зайдите на страничку одной из модели электрического клуппа. Там имеется три модели этих приводов: модель 600-I, модель 690-I, модель 700. Более подробное описание по выполнению резьбонарезки с этими приводами и трубными клуппами вы можете прочитать на странице выбраного привода.
Дополнительно можно укомплектовать резьбонарезной станок: подставки - опоры трубные, передвижные тележки - подставки для станка, резьбонарезное устройство 141 и 161 для нарезания трубной резьбы до 4 и 6 дюймов, желобконакатыватели, патрон 819 - изготовление бочат.
Часто применяемые дополнительные принадлежности и устройства с резьбонарезным станком 300 Compact.
Резьбонарезные станки RIDGID® имеют великолепную прочность, ресурс и гарантированную надежность. Фирменные резьбонарезные станки Риджид завоевали признание профессионалов и имеет огромную популярность у строителей - монтажников во всем мире, а также в России.
Купить станок, провести ремонт и получить со склада вы можете по адресу улица Ворошилова, дом 6. Если вы находитесь в другом городе и регионе, тогда можно заказать доставку через транспортную компанию, цена не меняется.
Компания Ridge Tool - производитель высококачественного профессионального инструмента и оборудования. Резьбонарезное оборудование и инструмент RIDGID® – это прежде всего превосходное качество, надежность, доступность и простота в использовании.
Резьбонарезные головки - клуппы совместимы как с BSPT (коническими) - трубные резьбонарезные гребенки (плашки), так и с BSPP (цилиндрическими) - метрические резьбонарезные гребенки. С помощью клуппа одного размера может нарезаться коническая трубная, цилиндрическая трубная и метрическая трубная резьба. На резьбонарезные головки можно установить реверсивные гребенки, позволяющие нарезать резьбу на трубах , выступающих из стен. Все комплекты - наборы уложены в удобные и прочные пластиковые кейсы. Универсальная трещетка, ручного клуппа, дает возможность работать с резьбонарезными головками от 1/4” до 2". Форма головок, резьбонарезных клуппов, позволяет оператору еще производительнее и легче нарезать резьбы за счет применения новых, более тонких резьбонарезных гребенок.
РЕПУТАЦИЯ RIDGID® – это производство продукции высокого качества для профессионалов и многолетний труд высококвалифицированного персонала. Строгая поверка и контроль сырья, а также материалов для производства комплектных изделий обеспечивают широкое доверие к их марке как к известной профессиональной продукции.
Трубная цилиндрическая резьба, применяемая в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81. Основана на резьбе BSW (British Standard Whitworth) и совместима с резьбой BSP (British standard pipe thread). Нарезается на трубах до размера 6 дюймов, трубы свыше 6 дюймов свариваются. Трубная коническая резьба, применяемая в конических резьбовых соединениях, а также в соединениях наружной конической резьбой с внутренней цилиндрической резьбы по ГОСТ 6357-81. Основана на резьбе BSW (British Standard Whitworth) и совместима с резьбой BSPT (British standard pipe tapered thread). Конусная резьба NPT (National pipe thread) с конусностью 1:16 или цилиндрическая (NPS) резьба по ANSI/ASME B1.20.1. Угол профиля при вершине 60 градусов, теоретическая высота профиля Н=0,866025Р. Резьба NPT соответствует ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов. Стандарт предусматривает размеры резьбы от 1/16 дюйма до 24 дюймов для труб по стандартам ANSI/ASME B36.10M, BS 1600, BS EN 10255 и ISO 65. Метрическая резьба M имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом от 0.25 до 6 мм. Профиль равносторонний треугольник (угол при вершине 60 градусов) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в долях метра (миллиметрах). Наиболее распространенным и универсальным способом получения резьб является лезвийная обработка резанием. К ней относятся: нарезание наружных резьб плашками, нарезание внутренних резьб метчиками, точение наружных и внутренних резьб резьбовыми резцами и гребенками, резьбофрезерование наружных и внутренних резьб дисковыми и червячными фрезами, нарезание наружных и внутренних резьб резьбонарезными головками, вихревая обработка наружных и внутренних резьб.
Покупая резьбонарезной станок вы получаете не только профессиональный инструмент и оборудование, но и высокопрофессиональную консультацию и дальнейшее обеспечение расходными материалами и деталями. В случаях поломки резьбонарезного станка вам не прийдется искать мастерскую и мастера, который проведет не только внешний осмотр, но и сделает качественный ремонт.
Перечень резьбонарезных станков по брендам аналогичного применения:
- резьбонарезные станки Triod;
- резьбонарезные станки Rothenberger;
- резьбонарезные станки Super-Ego;
- резьбонарезные станки Proma;
- резьбонарезные станки Voll;
- резьбонарезные станки Kem;
- резьбонарезные станки Rems;
- резьбонарезные станки Rex;
- резьбонарезные станки Kern;
- резьбонарезные станки Roller;
- резьбонарезные станки Gerat